Zeit schaffen: 01/23/2019
Kunden, die 3D-Druckhardware kaufen, aber hauptsächlich kleine Modelle drucken oder das Gerät nur gelegentlich verwenden, stehen oft vor dem Problem, dass zu viel Harz verwendet wird. Für unser SLA450-Modell ist es beispielsweise erforderlich, 125 bis 130 kg Harz zu füllen, bevor es ordnungsgemäß funktioniert. Für das größere SLA600- Modell wird sogar noch mehr benötigt, bis zu 200 kg. Dies ist einfach nicht praktisch für diejenigen, die nur eine sehr kleine Menge Harz benötigen, um ihre Druckanforderungen zu erfüllen.
Um dieses Problem zu lösen, hat FrotoFab zwei Lösungen entwickelt.
Die Verwendung eines Einsatzes dient dazu, einen Teil des Bottichs abzusperren, sodass zum Einfüllen weniger Harz erforderlich ist. Wir erstellen zunächst eine Zeichnung in PTC Creo, die exakt den Anforderungen des Kunden entspricht. Sobald ein Einsatz hergestellt ist, wird er ausführlich bearbeitet, um sicherzustellen, dass er genau die richtige Größe hat und keine scharfen Kanten vorhanden sind. Durch die Verwendung eines solchen Einsatzes kann die erforderliche Harzmenge erheblich reduziert werden, von 200 kg auf etwas, das leichter zu handhaben ist, wie 60 kg oder, falls erforderlich, niedriger. Der Kunde kann Einsätze hinzufügen oder entfernen, um die erforderliche Harzmenge zu einem bestimmten Zeitpunkt einzustellen. Normalerweise senden wir 6 oder 7 Senken aus, was ein hohes Maß an Flexibilität ermöglicht.

Eine benutzerdefinierte Einlage

Die Ränder sind aus hochwertigem Edelstahl gefertigt und poliert, um jegliche Schärfe zu beseitigen.

Dieses CAD-Bild zeigt mehrere Einsätze, die im Materialbottich platziert sind. Je flacher der Bottich wird, desto weniger Harz wird benötigt.
Diese Lösung hat sich bei Kunden als sehr beliebt erwiesen und wir haben ein positives Feedback von langjährigen Nutzern erhalten.
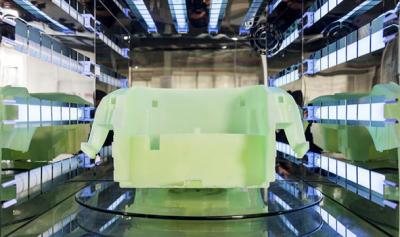
Dies ist eine direktere und dauerhafte Lösung. Kunden können einen speziell für sie entwickelten Bottich mit einer bestimmten Tiefe anfordern. Die Länge und Breite bleibt unverändert, aber Änderungen der Tiefe führen zu unterschiedlichen Harzmengen.

Hier können wir eine kundenspezifische Tiefenwanne sehen. Die Tiefe wurde von den üblichen 300 mm auf 158 mm geändert, was zu einem geringeren Harzverbrauch führt.
Natürlich ist diese Methode wesentlich weniger flexibel als das Hinzufügen und Entfernen von Beilagen. In den meisten Fällen verwenden die Kunden die Lösung 1. Allerdings gibt es einige Kunden mit besonderen Anforderungen, die die Lösung 2 bevorzugen.
Obwohl diese Lösungen verfügbar sind, ist es wichtig zu wissen, dass Sie, wenn Sie sicher sind, dass Sie nur kleine Modelle herstellen müssen, lieber einen unserer kleineren Drucker, zum Beispiel den SLA150 oder den SLA 300, kaufen müssen. Diese werden zunächst mit kleineren Materialtanks geliefert und deshalb die Notwendigkeit zusätzlicher Lösungen beseitigen. Der Nachteil dieser kleineren Drucker ist jedoch, dass sie keine größeren Objekte drucken können und daher restriktiver sind. Kunden können sich gerne mit uns in Verbindung setzen, um Einzelheiten zu den von ihnen geplanten Modellen zu erfahren und wie oft sie den Drucker verwenden möchten. Wir können dann die beste Lösung für jeden Einzelfall empfehlen, ob es sich um einen größeren Drucker mit Einlagen oder um einen unserer kleineren Drucker handelt.




 中文
中文 English
English 日本語
日本語 한국어
한국어 Français
Français Deutsch
Deutsch Italiano
Italiano Pусский
Pусский Português
Português Türkçe
Türkçe हिंदी
हिंदी Norsk
Norsk