Zeit schaffen: 01/27/2019
3D-Druck ist viel mehr als nur Druck auf eine Maschine zu drücken, es ist ein mehrstufiger Prozess, der mit einem 3D-Modell auf einem Computer beginnt und mit einem schlanken Teil mit perfekten Abmessungen endet. In diesem Handbuch werden Sie durch die einzelnen Schritte geführt, die zur Herstellung eines 3D-Druckteils in Industriequalität erforderlich sind. Der Prozess ist nicht so komplex, wie manche Leute denken, und kann in ungefähr 15 Stufen zusammengefasst werden. Werfen wir einen kurzen Blick auf jeden von ihnen.
Bevor ein Druckvorgang erfolgen kann, ist ein detailliertes 3D-Modell erforderlich. Dies ist vergleichbar mit traditionellen Techniken wie der CNC-Bearbeitung, es gibt jedoch wesentliche Unterschiede in der Aufbereitung der Dateien und der Art der erforderlichen Analyse. Die Datei wird in eine 3D-Modellierungssoftware importiert. Nach einem Analysezeitraum wird ein Meeting abgehalten, um Optimierungen zu besprechen. Diese Änderungen sind normalerweise sehr klein und dienen dazu, das Modell einfacher zu drucken. Manchmal ist das Bedrucken eines vollständig festen Teils aufgrund des Gewichts und des Materialabfalls unerwünscht. In diesem Fall fügt der Techniker dem 3D-Modell Drainagelöcher hinzu, durch die ungehärtetes Harz abfließen kann, wodurch ein leichtes und hohles Teil entsteht.

Übertragen Sie das gefischte Design
Die Ausrichtung des Bauteils in der Baukammer ist sehr wichtig und bestimmt die Anzahl und Position der Stützstrukturen, daher muss dies frühzeitig entschieden werden. Normalerweise wird das Teil so positioniert, dass sich die Stützen meist auf der weniger sichtbaren Seite befinden, z. B. die Rückseite oder die Unterseite. Es ist oft am besten, das Teil um etwa 45 Grad zu neigen, da dies das Halten von Trägermaterial erleichtert. Mehr vertikale Teile sind weniger stabil und erfordern daher mehr Trägermaterial.

Bearbeitung des Teils
Die Berechnungen, nach denen genau festgelegt wird, wo die Stützen platziert werden sollen, sind äußerst komplex und werden am besten von der Software ausgeführt. Die von der Software generierten Unterstützungen sind normalerweise nicht schlecht und erledigen die Arbeit, obwohl es am besten ist, wenn erfahrene Techniker aufgrund ihrer Erfahrung einige Optimierungen vornehmen.

Unterstützte Software
Im Vergleich zu anderen Technologien wie der CNC-Bearbeitung benötigen SLA-3D-Drucker sehr wenig Vorbereitung. Die Bauplattform ist montiert und der Tank ist mit Harz gefüllt. Häufig enthält die Oberfläche des neu eingefüllten Harzes Schaum oder Blasen, daher muss diese abgekratzt werden. Danach überstreicht das Wiederbeschichtungsmesser der Maschine langsam das Harz, um sicherzustellen, dass es vollständig ist.

Oberflächenblasen abschöpfen
Während dieses Vorgangs wird das verarbeitete 3D-Modell mit Unterstützungen als Datei im SLC-Format gespeichert und über einen USB-Stick an die Maschine übertragen. Nach dem Laden auf das Gerät wird es vom Druckerteam genau geprüft und die endgültige Druckausrichtung festgelegt.

Die Datei wird über einen USB-Stick auf das Gerät übertragen
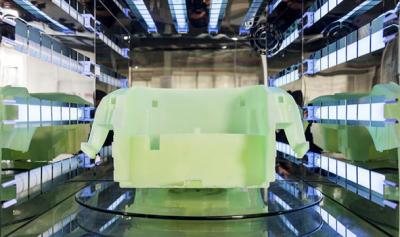
Sobald alles vorbereitet ist, ist es Zeit für den Druck und den Beginn der Produktion. Wir haben die technischen Details über die Funktionsweise des SLA-Drucks in anderen Artikeln behandelt. Wenn Sie also interessiert sind, wie das Harz Schicht für Schicht ausgehärtet wird, können Sie es hier lesen. Der Prozess ist autonom und es ist kein Personal erforderlich, das ihn genau überwacht oder während des Druckvorgangs eingibt. Die Druckzeit wird durch eine Vielzahl von Faktoren bestimmt, darunter Bauteilgröße, Bauteilkomplexität, verwendete Materialien, Ausrichtung, Schichtgröße und viele andere. Industrieanlagen dauern oft mehr als 24 Stunden, sind jedoch im Allgemeinen schneller als der entsprechende CNC-Fertigungsprozess. Sobald der Druckvorgang abgeschlossen ist, wird die Bauplattform automatisch wieder in ihre ursprüngliche Position angehoben, und das fertige Teil tritt aus dem Harz aus.

Der Laser auf der Oberfläche des Harzes
Wenn das Teil gedruckt wird, hat es keinen direkten Kontakt mit der Build-Plattform, da dies das Finish beeinflussen würde. Stattdessen wird Trägermaterial direkt auf den Gitterrost der Bauplattform gedruckt und dann das Teil selbst auf diese Träger gedruckt. Die Bauplattform ist ein Grill, durch den flüssiges Harz fließen kann. Sobald das Teil fertig ist, muss das Teil von der Bauplattform entfernt werden, was den Einsatz eines Abstreifers und etwas Kraft erfordert. Eine Beschädigung der Basis ist jedoch kein Problem, da dieses Material sowieso entfernt werden soll.

Das fertige Teil haftete noch an der Druckplattform
Nach dem Entfernen wird das Teil in die Alkoholbäder getragen. Diese werden unter kontrollierten Bedingungen in einem separaten Raum aufbewahrt und der Handler muss einen Ganzkörperschutz tragen. Der Zweck des Waschens mit Alkohol besteht darin, etwaiges nicht ausgehärtetes Harz auf der Oberfläche des Teils zu entfernen und das Trägermaterial leichter entfernen zu können. Es gibt drei Alkoholbäder, die jeweils durchlaufen werden. Im ersten Bad wird es einfach in den Alkohol getaucht und sanft gewaschen. Im zweiten Bad wird das Trägermaterial von Hand abgebrochen und etwas gebürstet, um eventuell noch vorhandene Rückstände zu entfernen. Im dritten Bad ist das Bürsten etwas kräftiger. Nach dem Waschen wird das Teil gründlich mit Luft abgestrahlt.

Mit Alkohol bürsten
Das abgetrocknete Teil wird dann auf eine Bank gestellt und das Personal entfernt das hartnäckigste Trägermaterial. Dies erfordert scharfe Werkzeuge und etwas Geschick und Geduld. Ziel ist es, eine glatte Oberfläche zu hinterlassen, ohne das Teil zu beschädigen. Sobald das letzte Stück abgekratzt ist, ist es Zeit für die erste Schleifrunde. Dies dient in erster Linie dazu, etwaige Rauigkeiten, die beim Entfernen des Trägermaterials entstehen, auszugleichen und das Bauteil für die Nachhärtung vorzubereiten.

Lösen Sie die Drainagelöcher
Wir haben einen speziellen Artikel zum Nachhärten , in dem detailliert erklärt wird, warum diese Phase erforderlich ist und wie sie funktioniert. Einfach ausgedrückt, frisch bedruckte SLA-Teile haben noch nicht den maximalen Polymerisationsgrad erreicht und benötigen eine zusätzliche Aushärtungszeit. Für einige Materialien ist dies nicht unbedingt notwendig, aber die meisten Materialien werden durch eine kurze Zeit in einem UV-Ofen erheblich verbessert. Es ist wichtig, dass das Teil gleichmäßig ausgehärtet wird, so dass der Ofen mit einem Drehteller ausgestattet ist und UV-Lampen das Teil umgeben.

Im Aushärteofen
Im industriellen 3D-Druck ist die Genauigkeit von entscheidender Bedeutung. Daher ist bei der Qualitätskontrolle eine sorgfältige Prüfung erforderlich. Insbesondere muss sichergestellt werden, dass die Abmessungen des gedruckten Teils innerhalb der erforderlichen Toleranzen im Vergleich zum ursprünglichen 3D-Modell liegen. Um möglichst genaue Messungen zu erhalten, verwenden wir einen ferngesteuerten Roboterarm. Wir verwenden auch eine Mikroskopkamera, um Bilder von der Bauteiloberfläche aufzunehmen und diese auf Rauheit oder Unebenheit zu prüfen.

Feilen in den Drainagelöchern
Es ist jetzt Zeit für eine weitere Schleifrunde, und wenn mit der Mikroskopkamera besonders raue Bereiche erkannt wurden, kann sich der Sander darauf konzentrieren. Der Hauptzweck dieser Schleifrunde ist die Vorbereitung des Teils für das Lackieren.
Das Malen erfolgt in mehreren Schritten. Zunächst wird eine Unterwolle auf das frisch geschliffene Teil gesprüht. Nach dem Trocknen der Farbe wird erneut intensiv geschliffen, um sicherzustellen, dass die Oberfläche vor dem Auftragen der Hauptschicht so glatt wie möglich ist. Je nach dem gewünschten Teil und dem gewünschten Finish kann es zu mehreren Lackier- und Schleifrunden kommen, bis der gewünschte Effekt erzielt wird.

Schleifen der Unterwolle
Das Malen ist einer der qualitätsintensivsten Bereiche des gesamten Prozesses, und dies ist insbesondere der Fall, wenn mehrere Farben erforderlich sind. Es ist wichtig, dass die Farbe gleichmäßig aufgetragen wird. Es ist sehr einfach, die Farbe in einigen Bereichen stärker aufzutragen als in anderen. Daher sollte diese Phase am besten von erfahrenem Personal durchgeführt werden. Es ist auch wichtig, Blasen oder Staub zu vermeiden. Daher erfolgt das Lackieren immer unter Laborbedingungen. Bei mehrfarbigen Teilen muss ein Maskierungsband aufgebracht werden, da die verschiedenen Farben der Reihe nach aufgesprüht werden. Wie Sie sich vorstellen können, ist dies eine äußerst detaillierte und fummelige Arbeit, und es ist nicht leicht, einen perfekten Kontrast zu erzielen.

Spritzen auf den Decklack
Nach dem Aufbringen der Deckschicht wird die Oberfläche auf einen ansprechenden Glanz poliert. Ein effektives Polieren erfordert mehr Zeit und Geschicklichkeit, als Sie vielleicht denken, aber bei richtiger Ausführung sind die Ergebnisse erstaunlich.

Der fertige Artikel
Der gesamte Prozess vom Anfang bis zum Ende dauert normalerweise nur 2 bis 3 Tage, was viel schneller ist als bei herkömmlichen Alternativen. Wenn Sie mehr darüber erfahren möchten, wie der SLA-3D-Druck für Sie arbeiten kann, würden wir uns freuen, von Ihnen zu hören!





 中文
中文 English
English 日本語
日本語 한국어
한국어 Français
Français Deutsch
Deutsch Italiano
Italiano Pусский
Pусский Português
Português Türkçe
Türkçe हिंदी
हिंदी Norsk
Norsk